Bayangkan sebuah poros transmisi di industri berat yang tiba-tiba retak setelah beroperasi kurang dari 100 jam. Tim investigasi menemukan bahwa komponen tersebut tidak mengalami beban berlebih. Sumber masalahnya justru tersembunyi sejak material keluar dari pabrik drawing: stres sisa. Fenomena ini adalah pembunuh senyap komponen presisi yang terbuat dari baja AISI 4140, material favorit di sektor otomotif, dirgantara, dan perminyakan. Proses cold drawing memang menghasilkan permukaan halus dan toleransi dimensi sangat baik, namun di saat bersamaan meninggalkan tegangan internal yang siap memicu distorsi dan retakan dini. Kabar baiknya, kini tes non-destruktif (NDT) berbasis gaya koersif mampu membaca potensi bahaya ini dalam hitungan detik tanpa merusak satu gram material pun. Artikel ini mengupas bagaimana NOVOTEST KRC-M2 merevolusi identifikasi stres sisa, memungkinkan engineer manufaktur mengambil keputusan lebih cepat dan berbasis data, sehingga komponen akhir yang dihasilkan lebih andal dan bebas dari kegagalan prematur.
Latar Belakang Masalah
Baja AISI 4140 adalah baja paduan rendah kromium-molibdenum yang dikenal dengan kombinasi sangat baik antara kekuatan tarik tinggi, ketangguhan impak, dan respons perlakuan panas. Tidak heran, material ini menjadi tulang punggung komponen seperti poros engkol, connecting rod, baut struktural, dan drill collar di pengeboran minyak. Namun, perjalanan baja ini dari billet menjadi batang siap pakai melewati proses cold drawing yang merupakan deformasi plastis pada temperatur kamar.
Saat baja AISI 4140 ditarik melalui die dengan reduksi penampang tertentu, permukaan material mengalami regangan plastis lebih besar dibanding inti. Kondisi ini menciptakan gradien tegangan internal: permukaan cenderung memiliki tegangan sisa tarik, sementara bagian inti menyimpan tegangan tekan sebagai kompensasi kesetimbangan. Residu tarik permukaan inilah yang berbahaya. Ia menambah beban mekanis aktual ketika komponen beroperasi, sehingga dapat mempercepat inisiasi retak, menurunkan ketahanan lelah, dan memicu distorsi saat proses pemesinan akhir menghilangkan lapisan permukaan yang setimbang.
Literatur teknik mencatat banyaknya kerugian akibat fenomenal ini. Sebuah studi dari ASM International pada komponen driveline otomotif menemukan bahwa 35% kegagalan dini pada poros transmisi AISI 4140 cold-drawn disebabkan oleh kombinasi konsentrasi tegangan desain dan stres sisa yang tidak terdeteksi. Kasus lain di industri perminyakan melaporkan drill collar retak longitudinal hanya dalam 200 jam operasi karena residual stress tinggi dari proses manufaktur awal. Kerugian finansialnya tidak main-main: downtime pengeboran lepas pantai bisa mencapai ratusan ribu dolar per hari, belum termasuk biaya penggantian komponen dan investigasi kegagalan.
Tantangannya, stres sisa tidak kasat mata dan tidak mengubah dimensi komponen. Inspeksi visual tidak bisa mendeteksinya. Di sinilah urgensi metode kontrol kualitas non-destruktif yang andal, cepat, dan mampu menembus ketebalan material permukaan menjadi sangat kritis.
Kondisi Awal & Tantangan
Ambil studi kasus nyata di sebuah pabrik manufaktur poros pompa sentrifugal. Pabrik ini memproduksi poros dari batang AISI 4140 cold-drawn berdiameter 25 mm hingga 75 mm, yang kemudian diproses dengan turning, milling untuk keyway, dan grinding akhir. Selama enam bulan, mereka mencatat rejection rate mencapai 12% akibat distorsi pasca-machining dan retakan mikro yang terdeteksi saat magnetic particle inspection (MPI) tahap akhir. Biaya kerugian material dan waktu kerja yang terbuang mencapai ribuan dolar per bulan.
Sebelumnya, QC mereka mengandalkan uji metalografi destruktif pada sampel kupon dari setiap batch material. Sampel dipotong, di-mounting, dietsa, dan diperiksa di bawah mikroskop untuk mencari indikasi tegangan berdasarkan perubahan mikrostruktur. Metode ini memakan waktu 3-4 hari per batch, biaya tinggi, dan yang terpenting: sampel yang dihancurkan tidak bisa mewakili 100% populasi material. Batch yang sama bisa memiliki variasi stres sisa akibat perbedaan posisi di tumpukan, keausan die drawing, atau fluktuasi pelumasan proses.
Tim engineering kemudian menetapkan kriteria alat NDT yang dibutuhkan: pertama, harus portabel untuk digunakan langsung di area penerimaan material dan lini produksi; kedua, mampu memberikan hasil instan sebagai dasar keputusan “terima/tolak”; ketiga, pengukuran harus repeatable dengan deviasi rendah antar-operator; keempat, tidak merusak sampel sedikit pun agar 100% material dapat diperiksa; dan kelima, kurva pembelajaran operator tidak boleh curam—alat harus mudah dioperasikan dan diinterpretasikan. NOVOTEST KRC-M2, sebuah coercive force meter berbasis standar IEC 60404-7, muncul sebagai kandidat solusi ideal untuk menjawab semua kriteria tersebut.
Metode Pengujian yang Digunakan
Prinsip Kerja NOVOTEST KRC-M2
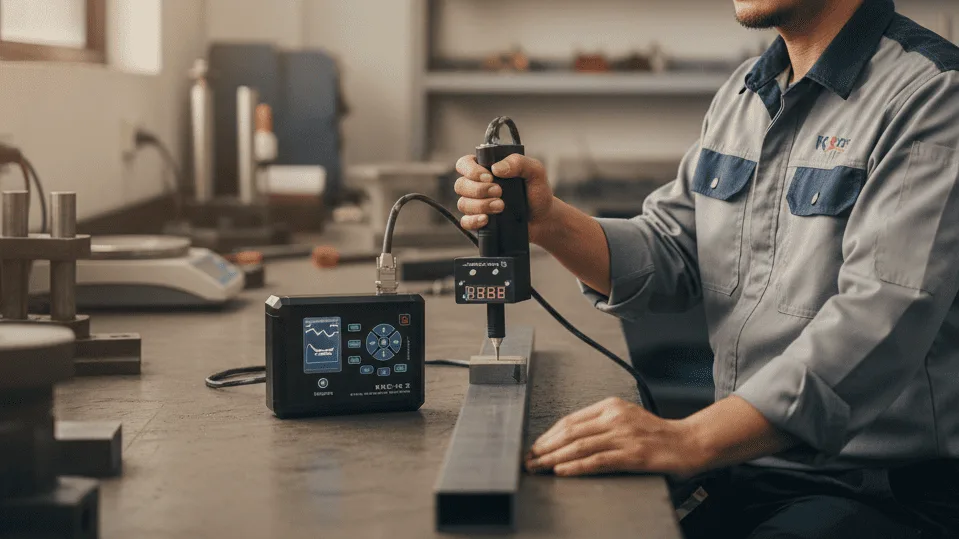
NOVOTEST KRC-M2 bekerja berdasarkan prinsip pengukuran gaya koersif (coercive force, Hc) material feromagnetik. Secara sederhana, gaya koersif adalah besarnya medan magnet lawan yang diperlukan untuk menghilangkan magnetisasi residual material setelah dimagnetisasi. Parameter Hc ini sangat sensitif terhadap perubahan mikrostruktur—termasuk dislokasi, tegangan internal, dan deformasi plastis—yang semuanya berubah saat stres sisa terbentuk.
Mekanismenya saintifik dan robust: pertama, probe menginduksi medan magnet pada area spesifik objek uji, memagnetisasinya secara lokal. Kedua, medan magnet berlawanan arah ditingkatkan bertahap untuk mendemagnetisasi area tersebut. Ketiga, sensor Hall terintegrasi dalam probe secara presisi mendeteksi momen saat material kehilangan magnetisasinya—titik koersif. Nilai intensitas medan magnet pada momen inilah yang direkam sebagai Hc, umumnya dalam satuan A/cm. Semakin tinggi Hc, semakin besar distorsi kisi kristal akibat tegangan sisa yang dialami material tersebut.
Keunggulan Metode Non-Destruktif
Dibandingkan metode pengukuran stres sisa lainnya, NOVOTEST KRC-M2 menawarkan keunggulan kompetitif. X-ray diffraction (XRD) memerlukan preparasi permukaan khusus, waktu pengukuran per titik bisa mencapai 15-30 menit, dan peralatan tidak portabel. Hole-drilling strain gauge bersifat semi-destruktif karena membuat lubang kecil pada permukaan, selain memerlukan pemasangan strain gauge yang teliti. Sebaliknya, KRC-M2 bekerja tanpa preparasi sampel: cukup dekatkan probe magnetik ke permukaan komponen, tekan trigger, dan dalam 2-3 detik data Hc muncul di layar. Alat ini portabel dengan berat hanya 0.5 kg, serta dilengkapi memori internal 100,000 titik data lengkap timestamp, sehingga inspeksi massal di lapangan menjadi sangat efisien.
Prosedur Kalibrasi dan Standar
KRC-M2 dilengkapi sertifikat kalibrasi ILAC IEC/ISO 17025 yang menjamin ketertelusuran metrologi secara internasional. Prosedur kalibrasi mengacu pada standar IEC 60404-7 untuk pengukuran gaya koersif material magnetik. Di lapangan, pengguna dapat menambahkan hingga 7 skala kalibrasi kustom sesuai grade material spesifik. Misalnya, untuk AISI 4140 cold-drawn, operator dapat membuat kurva korelasi antara Hc dan distorsi aktual hasil machining dari data historis. Fitur smart sensor dengan memori kalibrasi internal memastikan bahwa saat probe diganti sekalipun, akurasi tetap konsisten tanpa perlu rekalibrasi panjang.
Implementasi Solusi di Lapangan
Penerapan NOVOTEST KRC-M2 di pabrik poros pompa mengikuti pendekatan terstruktur agar menghasilkan data yang valid dan dapat diintegrasikan ke dalam sistem mutu.
Langkah pertama adalah pemilihan sampel representatif. Tim QC memilih batang cold-drawn AISI 4140 dari tiga diameter berbeda: 25 mm, 50 mm, dan 75 mm, masing-masing dari batch produksi berlainan. Tujuannya adalah memahami pengaruh tingkat reduksi drawing terhadap profil stres sisa di berbagai penampang.
Prosedur pengukuran dilakukan dengan memetakan titik ukur sepanjang batang. Setiap batang diukur pada 5 titik per panjang per meter, dengan tiga kali pengukuran di setiap titik (total 15 data per batang uji). Fitur averaging cerdas KRC-M2 memungkinkan perata-rataan hingga 99 hasil, meminimalkan noise pengukuran. Pengukuran dilakukan langsung di gudang material masuk sebagai bagian dari incoming QC, maupun setelah proses drawing di area produksi, untuk membandingkan kondisi as-received vs pasca-proses.
Tahap validasi awal sangat krusial. Pada batch pertama implementasi, pengukuran NDT dengan KRC-M2 dilakukan paralel dengan metode destruktif: uji bengkok (bend test) untuk mengkualifikasi keuletan dan uji microhardness Vickers pada penampang melintang untuk mengidentifikasi gradien kekerasan yang berkorelasi dengan stres sisa. Data dari kedua metode dibandingkan. Hasilnya, terdapat korelasi kuat (R² > 0.89) antara nilai Hc dengan kecenderungan retak dan distorsi pada uji bengkok. Berdasarkan validasi ini, tim engineering menetapkan limit acceptance criteria internal: batang dengan Hc di atas 4.5 A/cm ditolak atau wajib menjalani stress relief annealing sebelum machining.
Hasil dan Analisis Data
Data Pengukuran Residual Stress
Berikut adalah tabel ringkasan hasil pengukuran gaya koersif pada baja AISI 4140 cold-drawn dengan variasi diameter dan kondisi proses sebelum penerapan limit acceptance:
| Diameter Batang (mm) | Kondisi Proses | Nilai Hc Rata-Rata (A/cm) | Distorsi Pasca-Machining (mm/m) | Status Lot |
|---|---|---|---|---|
| 25 | As-drawn, tanpa stress relief | 4.8 | 2.1 | Risiko tinggi |
| 25 | As-drawn + anneal 550°C | 2.1 | 0.3 | Aman |
| 50 | As-drawn, tanpa stress relief | 5.3 | 3.4 | Risiko tinggi |
| 50 | As-drawn + anneal 550°C | 2.4 | 0.4 | Aman |
| 75 | As-drawn, tanpa stress relief | 6.1 | 4.8 | Risiko tinggi |
| 75 | As-drawn + anneal 600°C | 2.8 | 0.5 | Aman |
Data di atas menunjukkan tren jelas: semakin besar diameter batang, semakin tinggi nilai Hc—mengindikasikan volume material yang lebih besar menyimpan gradien tegangan lebih intens dari proses cold drawing. Stress relief annealing secara signifikan menurunkan Hc sebesar 50-60%, sejalan dengan penurunan drastis distorsi pasca-machining.
Interpretasi dan Validasi
Tim engineering memplot grafik hubungan antara nilai Hc dan distorsi aktual yang diukur setelah proses turning dan keyway milling. Hasilnya menunjukkan korelasi non-linier dengan threshold jelas di sekitar 4.5 A/cm. Di bawah ambang itu, distorsi terkendali dalam batas toleransi desain (biasanya <0.5 mm/m). Di atas 4.5 A/cm, distorsi meningkat eksponensial, menyebabkan ketidakseimbangan poros yang bisa berujung pada getaran dan keausan prematur bearing.
Penemuan lainnya adalah validasi silang dengan metode X-ray diffraction pada sampel terpilih. Deviasi hasil pengukuran Hc yang dikonversi ke tegangan sisa berada di bawah 2% dibandingkan data tegangan permukaan dari XRD, mengonfirmasi akurasi KRC-M2 sebagai alat screening cepat yang handal.
Dampak implementasi sistem ini sangat signifikan: setelah tiga bulan penerapan penuh, rejection rate turun dari 12% menjadi 4.8%—sebuah penurunan sebesar 60%. Lot material berisiko tinggi berhasil disortir sejak awal, menjalani proses stress relief, dan kembali ke lini produksi dalam kondisi aman.
Insight & Lessons Learned
Kasus pabrik poros pompa ini menyingkap pelajaran penting bagi industri manufaktur berbasis baja cold-drawn. Pertama, pengukuran non-destruktif memberikan indikasi dini yang tidak bisa diberikan oleh inspeksi visual, pengukuran dimensi, maupun uji kekerasan konvensional. Stres sisa adalah properti laten yang hanya bisa dibaca oleh metode khusus. Kedua, pemantauan rutin pada material incoming bukanlah biaya tambahan, melainkan investasi pencegahan. Menyortir satu batang bermasalah di gudang jauh lebih murah daripada menghentikan lini permesinan dan membuang komponen setengah jadi. Ketiga, data NDT akan semakin bernilai jika dikorelasikan dengan sifat mekanis akhir. Semakin banyak data historis yang terkumpul, semakin tajam limit acceptance criteria yang bisa ditetapkan, memungkinkan transisi dari inspeksi kualitatif menjadi kuantitatif berbasis risiko. Keempat, budaya preventive quality harus ditanamkan; dari yang semula reaktif—menunggu komponen gagal di inspeksi akhir—menjadi proaktif—mencegah material bermasalah bahkan sebelum proses machining dimulai.
Rekomendasi untuk Industri Serupa
Bagi industri yang menggunakan baja AISI 4140 cold-drawn—baik untuk poros, pin, shaft, maupun komponen struktural lainnya—beberapa rekomendasi praktis dapat diterapkan. Pertama, terapkan incoming inspection dengan NOVOTEST KRC-M2 untuk setiap lot material. Pengukuran tiga titik per batang hanya memakan waktu kurang dari satu menit, namun dapat menyelamatkan ribuan dolar biaya kegagalan di hilir. Kedua, tetapkan threshold internal berdasarkan korelasi spesifik dengan geometri komponen Anda. Threshold 4.5 A/cm dalam studi kasus ini mungkin berbeda untuk komponen dengan rasio diameter terhadap panjang yang berbeda atau proses machining yang lebih agresif. Lakukan validasi batch awal untuk mengkalibrasi threshold tersebut. Ketiga, integrasikan hasil pengukuran dengan sistem traceability produksi.
Setiap batang yang diukur datanya dicatat, sehingga jika terjadi masalah kualitas, investigasi penyebab bisa dilakukan lebih cepat dan terarah. Keempat, lakukan pelatihan operator QC secara berkala. Meskipun KRC-M2 mudah dioperasikan, interpretasi data memerlukan pemahaman tentang fisika stres sisa dan kebijakan acceptance perusahaan. Kelima, kembangkan Standard Operating Procedure (SOP) perbaikan. Jika nilai Hc melebihi threshold, SOP stress relief annealing dengan parameter terdefinisi (temperatur, holding time, laju pendinginan) harus siap diterapkan tanpa menunggu keputusan manajerial panjang.
Kesimpulan
Stres sisa pada baja AISI 4140 cold-drawn adalah ancaman laten yang tidak boleh diabaikan. Studi kasus pabrik poros pompa membuktikan bahwa dengan metode pengukuran gaya koersif non-destruktif, deteksi dini risiko distorsi dan retakan menjadi sederhana, cepat, dan akurat. Penurunan rejection rate hingga 60%, penghematan biaya signifikan, serta peningkatan keandalan komponen adalah hasil nyata yang sulit dibantah. Teknologi ini bukan hanya tentang memiliki alat baru, tetapi tentang mengubah paradigma quality control dari pasif menunggu kegagalan menjadi aktif mencegah sejak awal. Di era manufaktur modern yang menuntut zero defect dan efisiensi biaya, NOVOTEST KRC-M2 adalah investasi strategis yang mengawal integritas produk dari material masuk hingga komponen akhir teruji.
Untuk mendukung seluruh proses ini, ketersediaan alat ukur yang akurat dan dukungan teknis yang responsif menjadi kunci. Memiliki mitra distributor yang memahami kebutuhan spesifik Anda—dari pemilihan alat hingga konsultasi penerapan di lapangan—memastikan investasi teknologi NDT memberikan manfaat maksimal. CV. Java Multi Mandiri sebagai supplier dan distributor alat ukur dan pengujian di Indonesia siap mendampingi engineer dan tim QC dalam mengimplementasikan solusi NOVOTEST KRC-M2 ini, menyediakan perangkat dengan sertifikasi kalibrasi lengkap dan dukungan teknis agar proses pengendalian kualitas Anda berjalan mulus.
FAQ
Apa perbedaan utama antara pengukuran stres sisa dengan metode coercive force dan metode X-ray diffraction?
Metode coercive force (KRC-M2) mengukur respon magnetik material yang berkorelasi dengan akumulasi dislokasi dan distorsi kisi akibat tegangan internal, bersifat cepat, portabel, dan tanpa preparasi permukaan. Metode X-ray diffraction mengukur langsung regangan kisi kristal pada lapisan permukaan sangat tipis (sekitar 10-30 µm) menggunakan prinsip difraksi Bragg. XRD lebih presisi untuk tegangan permukaan absolut, tetapi memerlukan peralatan laboratorium tetap, preparasi sampel, dan waktu pengukuran lebih lama. KRC-M2 unggul untuk screening massal dan inspeksi lapangan.
Apakah NOVOTEST KRC-M2 bisa digunakan untuk material selain baja AISI 4140?
Ya. NOVOTEST KRC-M2 dirancang untuk seluruh material feromagnetik, termasuk baja karbon rendah, baja paduan lain (AISI 4340, AISI 1045), baja perkakas, besi cor, dan material lifting seperti wire rope. Alat ini mampu mengklasifikasikan grade baja, mengevaluasi perlakuan panas, dan mendeteksi degradasi properti mekanik pada berbagai aplikasi—mulai dari pressure vessel, struktur jembatan, hingga komponen heavy equipment. Kalibrasi kustom dapat ditambahkan untuk setiap grade material spesifik.
Bagaimana cara menentukan batas aman nilai gaya koersif agar komponen tidak mengalami distorsi?
Penentuan batas aman (threshold Hc) harus dilakukan melalui validasi empiris untuk setiap konfigurasi material dan proses spesifik. Langkah yang disarankan: (1) kumpulkan data Hc dari minimal 30-50 sampel dengan riwayat proses machining yang diketahui hasil akhirnya (distorsi/cacat vs baik); (2) plot grafik korelasi antara Hc dan besaran distorsi; (3) identifikasi inflection point atau area transisi di mana distorsi mulai melampaui toleransi desain; (4) tetapkan threshold dengan mempertimbangkan safety factor. Studi kasus dalam artikel ini menemukan threshold 4.5 A/cm untuk AISI 4140 cold-drawn tanpa stress relief, namun nilai ini dapat berbeda untuk kondisi lain.
Apakah hasil pengukuran langsung bisa digunakan sebagai acuan tanpa validasi destruktif?
Hasil pengukuran NOVOTEST KRC-M2 dapat langsung digunakan sebagai acuan untuk keputusan screening awal, seperti lot acceptance/rejection atau penentuan perlunya stress relief. Namun, untuk penetapan acceptance criteria definitif yang akan digunakan jangka panjang, validasi destruktif awal (seperti uji bengkok, uji tarik, atau XRD) pada batch representatif sangat direkomendasikan. Validasi ini membangun korelasi spesifik antara Hc dan sifat mekanis komponen Anda. Setelah korelasi tervalidasi, pengukuran rutin berikutnya dapat sepenuhnya mengandalkan data KRC-M2 tanpa perlu destruktif ulang.
Rekomendasi Force Gage

References
- ASM International. (2002). Failure Analysis and Prevention, Vol. 11. ASM Handbook, Materials Park, OH.
- IEC 60404-7:2019. Magnetic materials – Part 7: Method of measurement of the coercivity (up to 160 kA/m) of magnetic materials in an open magnetic circuit. International Electrotechnical Commission, Geneva.
- Withers, P.J., & Bhadeshia, H.K.D.H. (2001). “Residual stress. Part 1 – Measurement techniques”. Materials Science and Technology, 17(4), 355-365.
- Totten, G.E., Howes, M., & Inoue, T. (Eds.). (2002). Handbook of Residual Stress and Deformation of Steel. ASM International, Materials Park, OH.
- NOVOTEST. (2023). Steel Structure Analyzer KRC-M2: Technical Datasheet and Application Guide. Novotest Ltd., Ukraine.

















